|
Каталог валковых прессов =>
Контакты =>
Как выбрать валковый пресс для вырубки
Для начала вам нужно определиться по некоторым вопросам:
-
Материал. Нужно знать какой материал будет обрабатываться на прессе
-
Размер. Определить какой размер вала вам необходим
-
Тираж. Сколько изделий будет производится за единицу времени
-
Стационарный или настольный
-
Со столами или с рольгангом
-
Пустотелые валы или полнотелые
-
Однофазный двигатель или трехфазный
Материал
На валковом прессе можно обрабатывать практически любые листовые и рулонные материалы.
Материалы, по отношению к валковому прессу, бывают твердые или мягкие, толстые или тонкие. Обрабатываются такие материалы соответственно тоже по-разному.
Картон. Больше всего на валковых прессах перерабатывают именно картон. Практически любой картон подходит для обработки на валковом прессе. Гофрокартон, от двухслойного до пятислойного, можно вырубать, биговать, перфорировать, кашировать и т.д. Все виды переплетного картона, пивной картон и даже самый твердый – электрокартон. В основном это коробки (все виды), а также вкладыши, решетки коробочные, прокладки, рекламные материалы, товары для животных, элементы дизайна и торгового оборудования.
Переработка картона на валковых прессах, как правило, не вызывает каких-либо сложностей. Главное правильно спроектировать штанцформу, т.е. с учетом особенностей проектирования для валковых прессов, которое немного отличается от проектирования для других видов прессов.
Оргалит. Оргалит вырубается толщиной до 4мм, но при этом форма не должна иметь большую плотность ножей.
ПЭТ. Большинство видов пластика поддается обработке на валковых прессах. Например, из ПЭТ делается огромное количество упаковки. Это в основном самосборные коробки и блистерная упаковка. Коробки непосредственно изготавливаются на валковом прессе, а на блистерах обрубают лишнее после запайки.
Хорошо обрабатывается пэт толщиной 0,3 - 0,8мм. Особое внимание, в виду тонкости материала, необходимо уделять проектированию вырубных форм, а именно биговок, которые иногда целесообразнее заменять на микроперфорацию.
Полиэтилен, полипропилен. Листовые полиэтилен и полипропилен хорошо вырубаются толщиной до 1,5мм. Особое внимание нужно уделять высоте биговок.
ПВХ. Вспененный ПВХ вырубается толщиной до 6 мм.
Все виды пленок. Пленки хорошо вырубаются толщиной от 0,1мм. Тоньше 0,1мм вырубаются сложнее, так как налипают на вал, слипаются между собой и т.д.
Паронит. Из паронита вырубают в основном прокладки. До 1,5мм паронит вырубается достаточно легко. При больших толщинах в виду твердости и вязкости материала, появляются трудности с выталкиванием изделий из формы, особенно в местах малого расстояния между ножами.
Шпон. На валковом прессе возможна вырубка шпона. Маникюрные пилки, детали для маркетри, инкрустаций и т.п. Но все очень зависит от качества шпона, степени его влажности и от плотности ножей на форме.
Металлы. На валковом прессе можно вырубать даже металлы. Например, на наших прессах вырубают детали из низкоуглеродистой стали толщиной 0,2мм. Соответственно и цветные металлы тоже можно вырубать.
Размер вала
Следующий важный параметр, который нужно определить при выборе пресса, это размер вала. А он напрямую зависит от размера форм, которые вы будете использовать на своем прессе.
Вот примерный алгоритм подбора:
Нужно взять длину и ширину вырубаемого изделия, прибавить с каждой стороны по три сантиметра (получившийся размер будет размером вашей вырубной формы или как её еще называют – штанцформы).
Далее, если вырубаемое изделие имеет прямые линии, повернуть получившийся габарит на 10 градусов и к получившемуся размеру добавить примерно 100 мм. Это и будет необходимый вам рабочий размер вала.
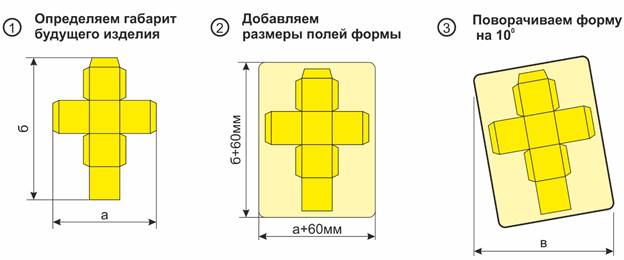

Поворачивать форму нужно для того, чтоб ножи на форме не становились параллельно валам. Если вырубаете какие-нибудь криволинейные изделия, например круги, то этим условием можно пренебречь.
Не следует выбирать размер вала с большим запасом, так как чем больше длина вала, тем меньше жесткость пресса, а это очень важно. А если вам нужен пресс с длиной вала 1500мм и более, то вам уже нужно подумать и об увеличении диаметра вала.
Каталог валковых прессов =>
Тираж
От тиража зависит с каким приводом предпочтительно выбирать пресс: с ручным или электрическим, с выносными пультами или без.

Валковый пресс с ручным приводом
Если предполагается делать 100-200 ходов* в день, то можно и ручку покрутить. Хотя это конечно выбор каждого: крутить ручку или кнопку нажимать. Кроме того, если собираетесь нанимать работников, то, по опыту, кнопку нажимать легче найти чем ручку крутить. Ну и если у вас предполагается тираж на 500-1000 ходов в смену, то однозначно - лучше с электро приводом.

Валковый пресс с электроприводом настольный
Валковый пресс с электроприводом стационарный
Есть и такой подход: сначала купить с ручным приводом, а затем, когда пойдет серьезный тираж, можно и электро привод докупить. Главное, чтоб конструкция пресса позволяла делать такую модернизацию. Это обстоятельство нужно заранее обговорить с продавцом пресса.
Выносные пульты

Если вы собираетесь покупать большой пресс, а это от 1000 мм (размер вала), то есть смысл приобрести пресс двумя выносными пультами. Тем более если предполагается работать вдвоем или большим количеством сотрудников.
Как и в любом другом тиражном производстве, все зависит от работы операторов.
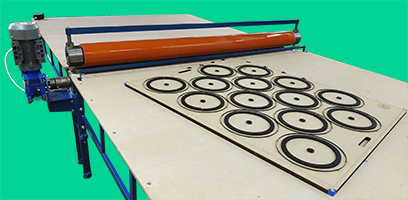
Ниже примеры работы на похожих прессах.
(Кстати, хорошая иллюстрация того, что выбор: "столы или рольганг" на работу не влияет)

Такой темп работы позволяет сделать более 2000 ходов в смену

А такой темп работы - не больше 1000 ходов в смену
* обычно говорят именно "ходов", а не количество изделий, потому что формы бывают многоместные и количество изделий получаемых за один прокат, может быть очень большим.
С рольгангом или со столами?
Здесь нужно иметь в виду несколько обстоятельств. Если вы собираетесь работать исключительно большими и тяжелыми формами, а это примерно от размера формы 1000х1200мм, то есть смысл рассматривать приобретение пресса именно с рольгангом. На нем несколько легче работать именно с большими и тяжелыми формами. Но если вы на этом же прессе решите работать маленькими формами, то выбор уже не очевиден. И тут уже нужно смотреть, на каком расстоянии друг от друга стоят ролики в рольганге. У некоторых производителей первые от рабочего вала ролики стоят на минимальном расстоянии, а у некоторых нет. И как по этим роликам будут скакать маленькие формы? И это уже опасно. Нужно не забывать: валковый пресс это оборудование повышенной опасности. Впрочем, как и любой другой пресс.

Валковый пресс с рольгангом

Валковый пресс со столами
К тому же, каждый ролик это отдельный механизм, что в общем значительно усложняет общую конструкцию пресса.
На мой взгляд, чем проще и оптимальнее конструкция устройства, тем оно надежнее.
Полнотелые/пустотелые валы
Все наверное, кто интересовался темой, слышали: валы полнотелые, валы пустотелые. На что это влияет? На жесткость! А еще? А еще, полнотелые валы значительно тяжелее. Например вал длиной 1100 мм с подшипниками весит 81 кг. И вам периодически придется менять на нем бандаж (пластиковую трубу). А для того, чтоб поменять этот самый бандаж, вам будет нужно этот вал снимать... Хорошо, конечно если у вас над прессом кран висит , но обычно это не так.
Есть конечно и другое решение:
Разъемный бандаж
Как меняется разъемный бандаж, можно посмотреть здесь =>
А если вал длиной 1600 мм, а если 2100 мм, а если диаметр не 110 мм, а 150 мм? Это уже будет 250 кг и 305 кг соответственно. Снимать такие валы без механизации практически не возможно. И разъемных бандажей на такие диаметры нет. В общем есть над чем поразмышлять.
А на надежность, полнотелые валы или пустотелые, никак не влияет.
Привод
Привод может быть электрическим или ручным. Повторюсь: если у вас предполагается тираж до 200 ходов в день - целесообразно приобрести пресс с ручным приводом. Если больше - электропривод.
220 или 380 ?
Если у вас есть возможность подключения 380В, однозначно нужно приобретать оборудование с соответствующим приводом. Трехфазные двигатели работают намного надежнее и что не маловажно, значительно тише.
На что еще обратить внимание!
1. Подшипники
Кроме валов стоит обратить внимание на подшипники и корпуса подшипников.

Китайские подшипники
Если в конструкции пресса вы увидите подшипники вот такого типа, я бы вам не советовал покупать такое устройство вообще, и уж тем более валковый пресс. Такие подшипники изначально не предназначены для больших нагрузок. Валы на таких подшипниках стоят без натяга, фиксируются одним винтиком, лапы хрупкие. Обычно такие подшипники используются только на малых оборотах без значительных радиальных и вообще без осевых нагрузок. Т.е. применение таких подшипников очень ограничено.
Подшипники должны быть примерно такого плана:


2. Жесткость
Одно из самых важных свойств валкового пресса, это жесткость. Что имеется в виду?
При работе валковый пресс испытывает значительные нагрузки. При этом все узлы: подшипники, детали передачи, столы/рольганги и главное сами валы сопротивляются этим нагрузкам. И чем выше эта общая способность к сопротивлению, тем выше общая жесткость пресса.
Все неточности, все люфты и конструкционные недоработки сразу дают о себе знать. Это выражается не только в традиционных "недорубах", но и в самой невозможности прогнозируемо отрегулировать пресс для компенсации этих люфтов и неточностей. (регулировки - наше все!)
Даже если все узлы хорошего качества и все люфты, зазоры, посадки, соосности, биения и конусность в пределах нормы, все равно, остается одно важное обстоятельство:
ВСЕ ВАЛЫ ВСЕГДА ПРОГИБАЮТСЯ!
Вопрос только в том, на сколько они прогибаются и какие есть возможности нивелировать это обстоятельство.
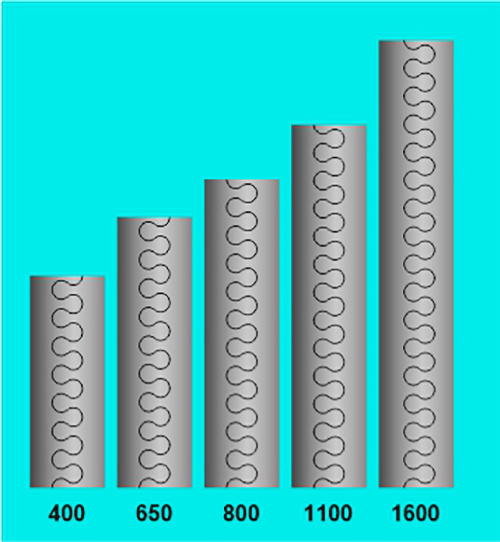
В целом, полнотелые валы жестче.
Но по опыту: при диаметре валов 110 мм*, до длины вала 650 мм, полнотелый или пустотелый вал - никак не влияет на работу пресса.
При длине вала 800 мм жесткость полнотелого вала уже имеет значение.
А при длине 1600 мм пустотелыми валами обычно рубят уже только гофру, бумагу, нетканку, но никак не переплетный картон или паронит.
Но если нужен размер больше чем 1600мм? Значит нужно рассматривать пресс с увеличенным диаметром вала, например, 150-160мм.
*диаметры меньше чем 110мм не рассматриваются, с точки зрения профессионального оборудования, вообще.
3. Безопасность
Обычно на безопасность обращают внимание не в первую очередь. А зря.
Без защиты работать нельзя!*
Прессы без защиты даже не рассматриваются!
*фото прессов без защиты приведены только в целях наглядности конструкции прессов, на самом деле, КАЖДЫЙ пресс комплектуется защитой
Валковый пресс относится к механизмам повышенной опасности.
Острейшие ножи на вырубных формах, вращающиеся валы, большой момент на приводе, все это, при неправильной эксплуатации, может стать причиной травм.
В инструкции по эксплуатации валкового пресса сказано: запрещается сопровождение форм руками. Пренебрежение именно этого правила обычно приводит к травмам.
Для того, чтобы снизить возможность возникновения таких травмоопасных ситуаций на валковых прессах предусмотрены защитные кожухи или ограничивающие скобы.
Защиту ставят все серьезные производители, не ставят только "гаражники", но защита не должна ухудшать качество работы на прессе.
4. Визуальный контроль
О чем это?
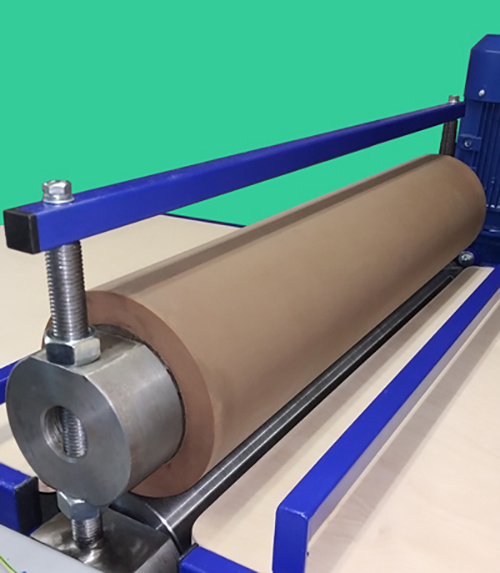
В процессе работы на прессе необходимо контролировать состояние защитной пластиковой оболочки на верхнем валу (бандажа). От состояния бандажа зависит качество вырубки/биговки.
По рискам на бандаже можно судить о качестве настройки пресса (расстояние между валами).
Так же иногда на верхний вал накручиваются остатки материала, облой, нитки и иногда даже сами детали.
Все это ведет к браку.
Т.е. нужен визуальный контроль за верхним валом.

Есть визуальный контроль верхнего вала!
"Глухие" кожухи не позволяют контролировать состояние верхнего вала.
Нет визуального контроля за верхним валом

Нет визуального контроля за верхним валом

Нет визуального контроля верхнего вала
Каталог валковых прессов =>
Итог
Каждый сам определяет какое оборудование ему подходит. Надеюсь наша информация была для вас полезна и убережет при выборе от досадных ошибок.
В продаже есть и другое оборудование для раскроя. Что же выбрать и как?
Тигельные прессы дОроги, тяжелы, ограничены форматом и сложны в обслуживании.
Ротационные прессы также дороги, громоздки и ограничены возможностями форм.
Пневмо и гидро прессы также ограничены форматом.
Из под лазера вся продукция пахнет.
Планшетные плоттеры дорогие, медленные и т.д. что же выбрать?
Ниже приведена таблица сравнения различного оборудования. Надеемся она поможет вам определиться.
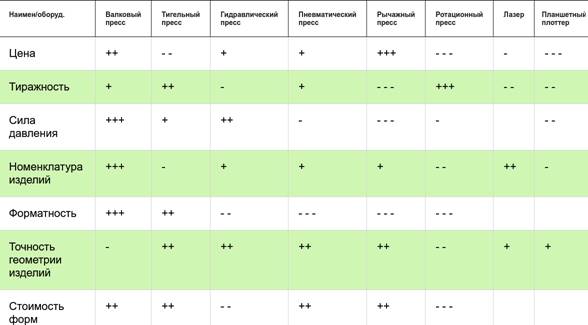
+ хорошо, - плохо
От себя можем лишь констатировать: по совокупности цены, универсальности и производительности с валковыми прессами не может сравниться ни одно оборудование!
Каталог валковых прессов =>
|